
or high humidity
Postalloy® Tubular Hardfacing Electrodes are a unique concept in hardfacing technology. As a tubular electrode, they are filled with the highest percentage of carbide forming alloys, much more (20%+) than any other Tubular Flux-Cored Wire. This gives much better wear resistance and overall product performance. They were engineered to provide extended life to parts subject to wear due to abrasion, impact and erosion.
And because they deposit faster and there is almost no waste, they are much more economical to use. Postalloy® Tubular Hardfacing Electrodes have a moisture resistant coating even under severe weather or high humidity.
There are several key characteristics to consider when hardfacing using electrodes. Abrasion Resistance, Recovery Rate, Deposition Rate, Dilution (First Pass Hardness), De-slagging, Ease of use and Storage.
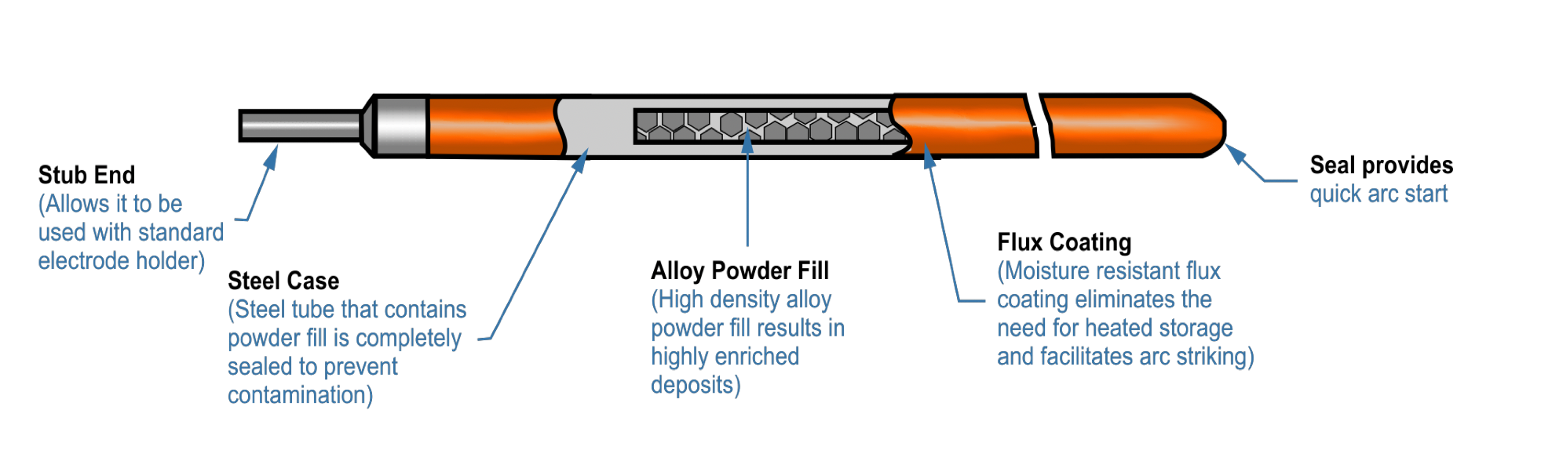
Drawing of a Tubular Electrode
Recovery Rate
Due to smoke, slag and splatter and stub loss most arc rods only recover about 65% of the weight of each rod. For every 10 lbs. used only 6.5 lbs. are deposited on the base metal. The other 3.5 lbs. are wasted. Postalloy Tubular Electrodes are over 90% efficient! This equates to 9 lbs. of hardface material laid down for every 10 lbs. of electrodes purchased!
Deposition Rate
This is the amount of material a welder can burn per hour. Based on results from 1/8, 5/32 and 3/16 diameter “conventional” arc rods a welder can burn 4 to 5 lbs. per hour, including the time to clean off the slag and change rods. That means the most hardface a welder can deposit on the base metal in one hour is 65% of 5 lbs. at the very best! 3.25 pounds out of 5. Not very efficient! When using 1/4- inch Postalloy 215HD Tubular Electrode, you can expect a 90% yield and up to 5 lbs. per hour.
Another way to evaluate the efficiency of tubular electrodes is to examine the weld length one pound each electrode type produces. In the table below, when operated at the recommended optimal parameters, a Postalloy® Tubular Electrode produces 55% more inches of weld per pound than a conventional extruded electrode.
Weld Deposition Results
|
(each rod welded under recommended optimum operating parameters) | Postalloy® Tubular Electrode | Conventional Extruded Electrode |
Amps | 125 | 125 |
Weld Deposit length with one pound | 180 inches | 116 Inches |
Deposit Results based on One Pound of Un-Welded Electrode
Storage
Postalloy® Tubular Hardfacing Electrodes have a moisture resistant coating even under severe weather or high humidity.
Higher Alloy Content
Postalloy Tubular Electrodes are much higher in alloy content and use a significantly lower amperage to run. This means less dilution from the base metal resulting in higher 1st pass hardness.
Application
Postalloy® Tubular Electrodes are very easy to use and can be used with AC or DC welding equipment.
In addition, they create little spatter and slag, consequently cleaning and de-slagging between layers is not necessary and your downtime decreases.
Dilution - First Pass Hardness
Many times, general purpose hardface rods take two or three passes, one on top of the next, to get to full hardness and abrasion resistance because of the dilution of the deposit by the base metal.
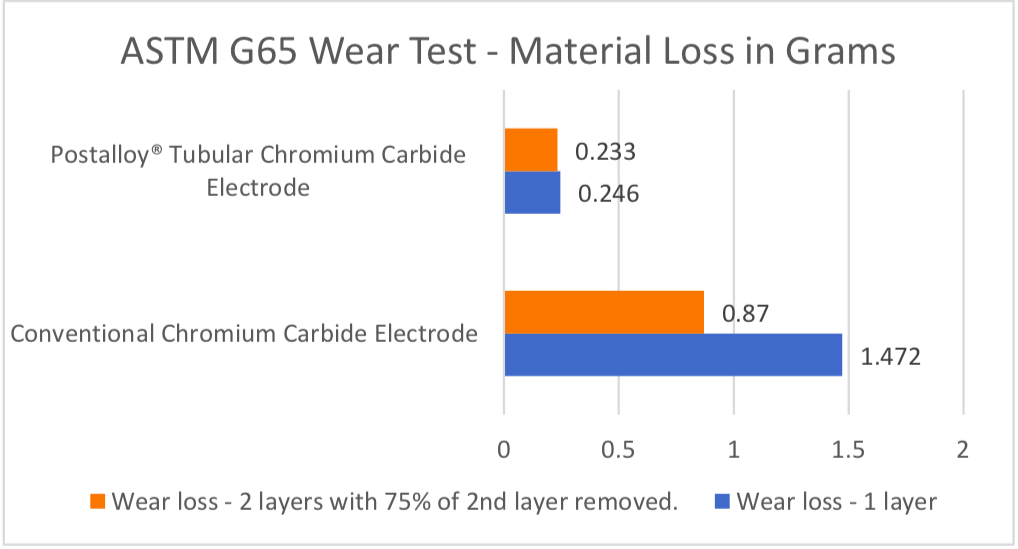
Tubular Electrode G65 Wear Test
Because of the cost of labor and downtime most often only one pass is applied, this means most deposits never get to the full hardness.
Based on the G65 Wear test graph above The Postalloy® Tubular Electrode has better wear resistance from one layer than a conventional electrode with two layers. In fact, a one-layer tubular electrode deposit has near 600% better wear resistance than a one-layer conventional electrode and 400% better wear resistance than a two-layer conventional electrode deposit.
As you can see, our products are more efficient, lay down faster and are higher alloyed, to counter the effects of base metal dilution. When all the factors are considered the “most economical choice” is not always the “least expensive choice”.